
お役立ち情報


パイプ加工技術百科事典
■パイプフレームとは
パイプフレームとは、その名の通りパイプによって構成されたフレームのことを指します。通常、フレーム(構造体)は製缶板金によって1枚の板金の組合せによって作られますが、パイプの場合は引き抜き成形によってネットシェイプで作られます。そのためパイプフレームは、各部分が一枚板の溶接によって接合されている板金フレームよりも高剛性、高精度を持っていることが特徴です。基本的にはパイプを切断加工し組合せ、溶接またはボルト等によって接合を行いパイプフレームが完成します。
■パイプ加工について
・バイト加工
バイトでパイプを切断する方法で、これにはパイプを回転させる場合とパイプを固定してバイトを回転させる方法とがあります。この切断方法の特徴は、パイプの肉厚よりわずか長い距離をバイトが動いて切断するために送りの無駄が少ないことです。
・プレス加工
プレスによってパイプをせん断する加工方法で、パイプの変形を防止するために、パイプの中に心金を入れてせん断を行います。心金の入れ方により加工方法が分かれ、固定された心金や可動式の心金、ゴムを心金に使用する加工方法など種類がいくつか存在します。
・バンドソー加工
多数の刃のついたカッタ(丸のこ)またはバンドソーでパイプを切断します。この切断は、パイプの内部空間をカッタが走るというロスがありますが、パイプを同時に多数本数を一度に組み合わせてチャックして切断すれば、カッタまたはバンドソーの刃数が多いので、1分間当たりの切断本数はバイト方式よりも優れたものになります。
・レーザー加工
レーザによってパイプを加工する加工方法です。レーザーによる加工は型を必要とせず、刃物も不要です。バリやドロスもほとんど出ないため,2次工程が不要になります。レーザトーチはパイプに対し垂直、直角方向にNC制御されており、さらにパイプチャックをNCで回転することによって、斜め切断や穴あけ加工、模様加工が可能なため、複雑形状の高精度加工が可能です。
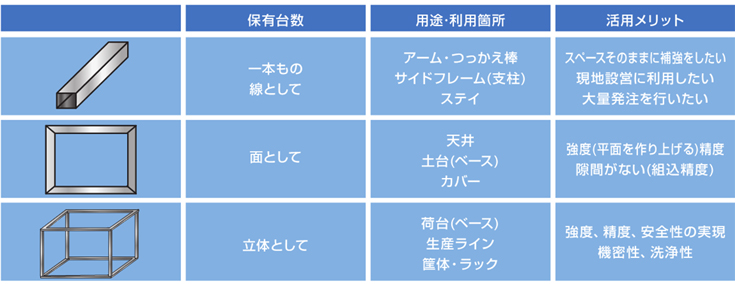
■パイプフレームが使用されている活用例
パイプフレームの活用メリットを下表に示します。
■パイプフレームの特徴
パイプフレームの特徴を以下に示します。
・パイプ材料のバリエーション
材料の種類としては、
STK、 STKR、 BCR、 SKK、 STKM、 STKMRK(角出し)、 STKMRR(R付き)、 STKMRS(スーパースモール)、 SGP、 STPG、 GH、 CT
といったものがあります。材料のサイズについては、JISの規格等が存在しますが、一般に流通していないサイズも多く、「規格があるから」と設計してしまうと材料調達に時間とコストが掛かってしまうケースがあります。 設計の際は使用する材料規格が流通しているかどうかを確認しておくことが重要です。
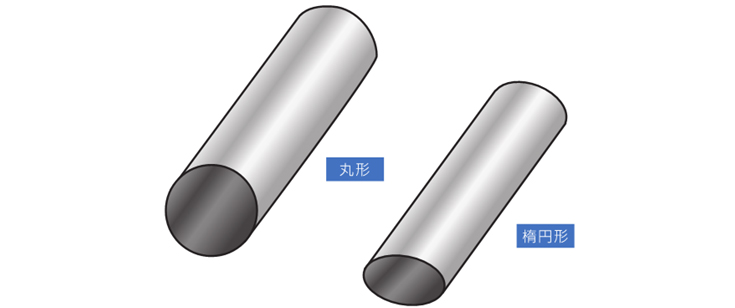
・丸パイプ
丸パイプはその形状から主に人が触る部分に部材として用いられることが多い材料です。安全性においても角部分がないため安全のために角パイプを避けて丸パイプを選択することもあります。医療機器部品や搬送用のキャスター、工場内のラック等に用いられています。また配管部品として用いられることがあります。
・角パイプ
角パイプは剛性に優れ、構造体に用いられます。正方形、長方形のパイプ共に 長方形の角パイプは正方形よりも剛性が高く、フレームの角部やベース等に用いられるケースが多くなります。またフレームに面積、剛性が欲しい場合や、フレームに差し込む部品が多くあり、正方形のパイプでは十分な差込のための幅が取れないケースに用いられます。
■パイプ(鋼管)とは?
断面が円形、楕円形、角形などの形をした肉厚の薄い中空の鋼材です。直径数mの大口径から注射針のように細い管まで各種サイズがあります。用途としては、水道管やガス管といった身近なものから化学プラントや発電プラントに使うものまでさまざまです。
溶鍛接鋼管…需要の大半を賄う溶鍛接鋼管
帯鋼、広幅帯鋼、厚中板などを原材料とし、鋼管のロール成形機、UOプレス(鋼板をまずU字形に曲げ、次にO形の管状に成形する機械)やスパイラル成形機(広幅帯鋼を螺旋状に巻いて管状に成形する機械)で成形した半製品の継ぎ目を、溶接や鍛接方法で仕上げる鋼管です。製品には、溶接鋼管、電縫鋼管、電弧溶接鋼管、朝顔形のダイス孔を引き出しながら接合する鍛接鋼管などがあります。
継目無鋼管…継ぎ目が無い高品質鋼管
鋼塊や棒状の鋼片など、鋼管の材料となる半製品を加熱、穿孔機で中心部に孔をあけ、肉の厚い中空の素材を製造します。これを圧延機や引き抜き機にかけて薄く細長い管に延ばしたものが継目無鋼管です。
出典‥一般社団法人日本鉄鋼連盟
■BCR、BCPとは?
BCR、BCPは、SN規格の制定に伴い、新しく規格化された冷間成形角形鋼管で、製法によりBCRとBCPの2種類の規格があります。
BCRとBCPはそれぞれ、冷間ロール成形角形鋼管、冷間プレス成形角形鋼管の規格名で、日本鉄鋼連盟の製品規格にもとづき製造されています。
・BCR、BCPの製造方法
BCRは、圧延コイルを連続的に円形にフォ-ミングし、シーム部を抵抗溶接し、円形の鋼管とした後、4方向からサイジングし角形鋼管に成形するものです。一方、BCPは、厚板をプレスにより曲げ加工し、シーム部をサブマージアーク溶接して製造します。
・BCR、BCPの規格内容
BCR、BCPの規格は、SN規格に準拠しています。具体的には、化学成分は、Mn、Nのみ、SN材と差異がありますが、それ以外はSN材と同じです。
BCRは、平坦部も冷間加工を受け、強度が上昇するので、Mn含有量の下限値をはずしています。また、Nの規定は冷間加工による時効硬化の影響を低減するために設けられました。
溶接性の尺度としてのCeq ,PCM は、SN材と同じです。
機械的性質については、降伏点などSN材と同じです。BCP235とBCP325はそれぞれSN400,SN490に対応しています。ただし、SN材、STKR材は、引張強さの下限値を名称に取り込んでいますが、BCR、BCPは降伏点の下限値を名称に取り込んでいます。
寸法許容差は、従来のSTKRに比べ、厳しくなっています。また、角部のR形状は、各メーカーが、標準値を目標にして製造することになっています。
・主な用途
公共建築物、店舗、オフィスビル、集合住宅、アミューズメント施設、工場、倉庫等その用途は多岐にわたっています。BCP製品では、高層建築物への適用も増加しています。公共建築物、店舗、オフィスビル、集合住宅、アミューズメント施設、工場、倉庫等その用途は多岐にわたっています。BCP製品では、高層建築物への適用も増加しています。
出典‥一般社団法人日本鉄鋼連盟
・取扱パイプ材料一覧
■製缶板金との比較
パイプフレームと製缶板金フレームの特徴を以下にまとめました。比較してご参照ください
| 0 | パイプ フレーム |
板金 フレーム |
コメント | |
|---|---|---|---|---|
| Q | 設計自由度 (複雑形状) |
○ | △ | パイプフレームは「面」で設計する板金と比較すると、「線」の設計となるため板金で作れない複雑形状も可能です。 |
| 製品内外スペースの自由度 | ◎ | △ | パイプフレームは板金と異なり開口部や空間を容易に作ることができます。そのため製品の「内外スペース」の有効活用が可能になります。 | |
| サイズ | ◎ | △ | パイプフレームは剛性に優れるため板金によるフレームと比較するとフレームのサイズを大きく設計することが可能になります。 | |
| 精度 | ◎ | ○ | パイプフレームは板金フレームと比較して、切断時や組立・溶接等による歪みが少ないため高精度フレームを設計することが可能になります。 | |
| 強度(剛性) | ◎ | △ | パイプフレームは板金フレームを比較すると、シームレスなパイプによって構成されるため、剛性面において非常に優れています。 | |
| 対応材料幅 | ○ | ○ | パイプ材料は板金と同程度の材種、サイズのラインナップがあります。 | |
| C | 加工費 | ○ | ○ | パイプフレームは板金加工とほぼ同じ工数にて組み立てることが可能です。 |
| 材料費 | ○ | ◎ | パイプフレームはパイプ材の購入を行うため、異径パイプが図面上に混在している場合等は歩留まりが悪くなり、材料費が高くなることがあります。 | |
| D | 納期 | ◎ | ○ | パイプフレームは一枚の板から形状を作り出す板金と比較すると、材料として購入できるパイプ材を切断、溶接するため納期短縮に効果があります。 |
| 組立性 (モジュール化) |
○ | △ | パイプフレームはフレームのモジュール化が可能であり、現地での組み立て等が可能になり、板金と比較して組立性を改善可能です。 | |
| その他 | 後加工性 | ◎ | ○ | パイプフレームは板金と比較すると、空間に自由度があり剛性も高いため、後加工等が発生する際も穴あけやフレーム増設に容易に対応が可能です。 |